





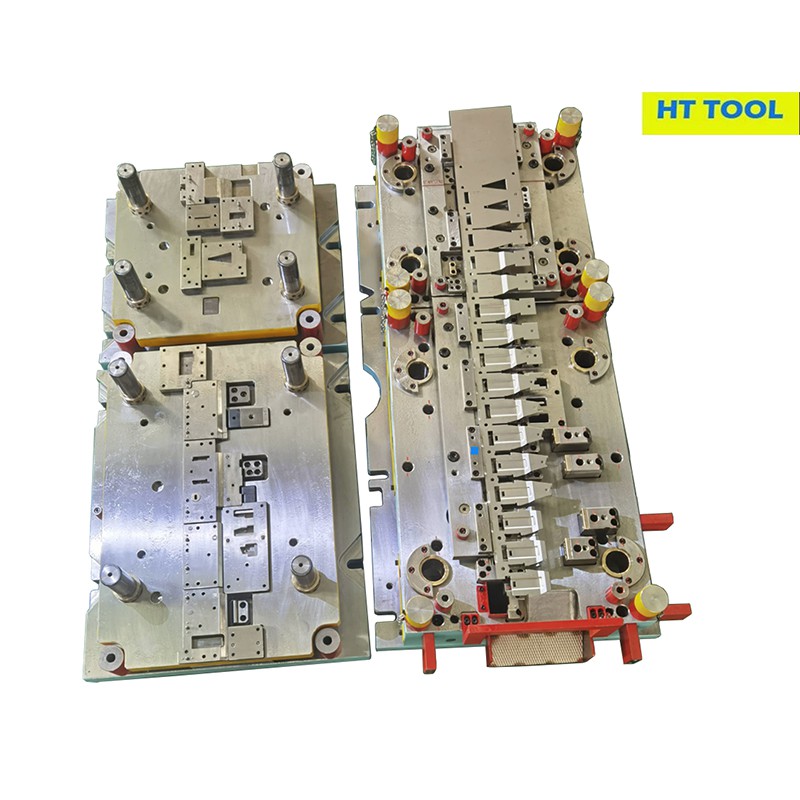
Instrument compus și instrument progresiv
Dimensiunea produsului: 2500L*700W*550H
Material: oțel carbon, oțel inoxidabil, placă de aluminiu, alamă, cupru sau tablă zincată etc.
Descrierea produselor
|
Numele produsului |
Instrument compus și instrument progresiv |
|
Articol nr. |
HTSD-004 |
|
Dimensiunea produsului |
2500L*700W*550H |
|
Material |
Oțel carbon, oțel inoxidabil, placă de aluminiu, alamă, cupru sau tablă zincată etc. |
|
Grosimea materialului |
0.5-8mm sau personalizat |
|
Tratarea suprafeței |
Zincat, vopsit cu pulbere, vopsire, lustruire, periere, cromare, anodizare, sablare etc. |
|
Echipamente de prelucrare |
CNC, EDM, Argie Charmilles, Frezat, 3DCMM, |
|
Metoda Logo |
Gravura laser, gravura CNC |
|
Aplicație în industrie |
Automobile, Electrocasnice, Electronice, Aerospațial |
|
Ambalare |
Cutie din lemn sau la cerere |
|
Unitate de testare |
Mașină de măsurat cu trei coordonate, micrometru, șublere, scaner 3D |
|
Capacitate de producție |
150 de seturi anual |
Introducerea instrumentului compus și a instrumentului progresiv:
Matricele de ștanțare compuse sunt realizate cu ajutorul designului matrițelor compuse. Această matriță este făcută pentru a îndeplini mai multe sarcini cu fiecare cursă de presă și sunt utilizate pentru operațiuni de tăiere precum ștanțare și perforare. Datorită capacității lor de a face sarcini mai rapid decât matrițele de ștanțare simple, matrițele de ștanțare compuse sunt mai potrivite pentru lucrări complicate sau dificile.
Ștanțarea progresivă a sculelor este ideală pentru producții lungi datorită repetabilității sale ridicate. În această metodă de ștanțare a metalelor este utilizată o singură mașină cu mai multe stații de matriță. Fiecare stație în care se efectuează o operație de ștanțare mută automat o bandă metalică de material stoc. Piesa finită trebuie apoi tăiată de pe bandă ca pas final.


Instrument compus și proces progresiv de instrumente
Unealta compusă și unealta progresivă oferă o metodă rentabilă și eficientă pentru producerea de tiraje de volum mare prin utilizarea unei matrițe progresive. Matrița conține mai multe stații de ștanțare care efectuează operații unice de formare pe măsură ce o bandă de tablă este alimentată prin mașină. Combinarea instrumentelor de ștanțare necesare într-un singur set de matrițe îmbunătățește eficiența proiectului de ștanțare.
Următoarele componente sunt esențiale pentru o matriță progresivă:
❆Setul de matrițe
❆ Butoane de matriță (bucșe)
❆Pumni
❆Suport pumn
❆Placă (secțiune)
❆Ace
❆Slug Spațiu liber
❆Decapatoare
Instrumentul compus și progresiv pot include, de asemenea, caracteristici precum sub-căptușeli, blocuri de oprire, diapozitive sau senzori. Scopul principal al acestor componente este de a asigura o manipulare precisă a materialului.
Ștanțarea progresivă a metalelor urmează acești pași:
Matrița progresivă este poziționată în interiorul unei prese de ștanțare alternativă.
Presa se deplasează în sus, aducând matrița de sus cu ea și permițând benzii de metal să intre în echipament.
Când presa se mișcă în jos, matrița se închide pentru a executa operația de ștanțare.
O piesă finită este eliberată din matriță cu fiecare lovitură a presei.
Stația de tăiere finală separă piesele finite de banda de transport.
Serviciile noastre
Analiza CAE: Analiza CAE precisă ajută la îmbunătățirea calității pieselor și la optimizarea matriței de transfer de ștanțare progresivă a metalului și a altor instrumente de ștanțare. Ingineria concomitentă, revizuirea designului produsului și implicarea timpurie pot ajuta la scurtarea timpului de livrare al proiectului. Acesta este un exemplu de simulare CAE de ștanțare progresivă a metalului:
simulare CAE

3D simularea matriței de transfer

Proiectare matriță de ștanțare:În departamentul de proiectare a sculelor, suntem capabili să oferim clienților noștri o gamă completă de servicii. Inginerii folosesc AUTOFORM pentru a asigura fabricabilitatea matrițelor și simulării (sunt disponibile studii din fisuri, încrețituri, rebound, compensare, videoclipuri etc.). Pentru un design complet de scule 3D/2D, designerii noștri (x9) folosesc software-ul UG.
3D ștanțare progresivă a metaluluiproiecta

3D moare de transferproiecta

Management de proiect:Pentru fiecare proiect de ștanțare progresivă a metalului, vom desemna un inginer de proiect care să gestioneze întreaga procedură de la conceptul de la început până la finalizarea perfectă. Avem o echipă minunată de management de proiect, care deține un fundal puternic în inginerie și bun la comunicare în limba engleză. Acest lucru vă ajută să vă desfășurați fără probleme și sub control. Vom ține clienții la curent cu informațiile detaliate ale acestui proiect prin raport săptămânal și imagini actualizate. Este ușor pentru client să gestioneze proiectul în același timp. Vom oferi un standard înalt de servicii pentru clienți prin auto-îmbunătățire. Doar un singur apel telefonic sau un e-mail și veți vedea că suntem gata pentru dvs. oricând.

Optimizarea costurilor de productie: Când lucrăm îndeaproape cu clienții, de la planificarea procesului până la proiectarea sculelor, cheltuim întotdeauna o mulțime de resurse și eforturi pentru a maximiza ratele de utilizare a materialului și cursa presei și pentru a minimiza numărul de stații de scule, asigurând în același timp stabilitatea și repetabilitatea producției.

Fabricarea matrițelor de ștanțare:HT TOOL este capabil să creeze ștanțare progresivă a metalului în interior pentru a satisface toate nevoile clienților noștri. Departamentul nostru de inginerie lucrează cu personalul nostru talentat pentru a asigura calitatea pieselor dumneavoastră. Tabelul de mai jos este lista echipamentelor noastre de prelucrare:
|
Articol nr. |
Echipamente |
Specificație (mm) |
CANTITATE |
|
1 |
Aparat de presa |
800 T(4200*1900*1200) |
1 |
|
2 |
400 T (3300*1500*750) |
1 |
|
|
3 |
200 T (2400*840*550) |
1 |
|
|
4 |
Mașină de hrănire trei în unu |
Latime 600 mm, grosime 0,5- 4,5 mm |
1 |
|
5 |
Mașină de hrănire trei în unu |
Latime 1200mm,grosime 0.5- 6.0mm |
1 |
|
6 |
CNC |
2500*1700*1000 |
1 |
|
1100*650*750 |
1 |
||
|
800*500*550 |
3 |
||
|
7 |
Mașină de șlefuit de suprafață |
1000*600 |
1 |
|
8 |
800*400 |
1 |
|
|
9 |
Mașină de șlefuit manuală |
150*400 |
2 |
|
10 |
Mașină de găurit verticală |
ф1~32 |
3 |
|
11 |
Mașină de găurit radial |
¢1~32 |
1 |
|
12 |
¢1~50 |
1 |
|
|
13 |
Mașină de frezat |
1150*500*500 |
2 |
|
14 |
Mașini normale de tăiat sârmă |
800*630 |
1 |
|
15 |
500*400 |
4 |
|
|
16 |
Mașini de tăiat rapid cu sârmă |
800*500 |
1 |
|
17 |
500*400 |
1 |
|
|
18 |
Stoma EDM |
300*200 |
1 |
|
19 |
Scaner 3D |
650*550 |
1 |
Proba matrițelor de ștanțare: Avem presă mecanică de la 200T până la 800T

Presă mecanică 200T
Dimensiunea maximă a mesei: 2400*840*550mm

Presă mecanică 400T
Dimensiunea maximă a mesei: 3300*1500*750mm

Presă mecanică 800T
Dimensiunea maximă a mesei: 4200*1800*1200mm
Serviciu ghișeu unic: În calitate de producător profesionist de ștanțare progresivă a metalelor din industria chineză de scule, cu capacitate solidă și capacitate substanțială, HT Tool and Die oferă clienților o soluție integrală prin proiectarea și construirea de scule de formare la rece și la cald, verificarea dispozitivelor de fixare și a dispozitivelor de sudură în industria auto globală. industrie.
Comparația între matrițele de ștanțare: simple vs. compusemurivs. progresivștanțare metalicăvs. Moare de transfer
|
Caracteristică |
Moară simplă |
Matriță compusă sau matriță combinată |
Progresistștanțare metalică |
Moră de transfer |
|
Operațiuni |
O singură operație |
Operații multiple (o singură cursă). Foarte limitat la design. |
Operații multiple (secvență). Puțin limitat la design. Unele operațiuni complexe de desenare ar necesita o matriță de transfer |
Operații multiple (transfer între stații). Orice proces de operare este posibil. |
|
Statii |
O stație |
O stație |
Statii multiple |
Statii multiple |
|
Complexitate |
Scăzut |
Scăzut spre mediu |
Complexitate ridicată |
Complexitate ridicată |
|
Testarea și configurarea matriței |
Uşor |
Dificil |
Moderat. Modulele reduc complexitatea și măresc eficiența configurației. |
De obicei, mai ușor decât progresiv, dar necesită dispozitive de transfer și de ridicare care sunt, de asemenea, complex de proiectat. |
|
Eficienţă |
Foarte scăzut |
Scăzut |
Foarte sus |
Ridicat. Mai lent decât progresiv, având în vedere operațiunile de transfer necesare. |
|
Cost |
Cost redus de scule, cost unitar ridicat al piesei |
Cost mediu de scule, cost unitar mediu al piesei |
Cost ridicat al sculelor, cost unitar al piesei foarte scăzut |
În mod normal, unelte și costuri unitare mai mari decât cele progresive |
|
Volumul productiei |
Volum redus |
Volum mediu spre mare |
Volum mare (adecvat pentru producția de masă) |
Volum mare, (adecvat pentru producția de masă) |
|
Adecvare |
Piese simple |
Piese simple |
Piese complexe |
Piese mai mari si/sau concave, piese complexe |
|
Rata de utilizare a materialului |
Moderat spre ridicat |
Moderat spre ridicat |
Moderat. Nevoia de piloți și transportatori poate reduce utilizarea materialului. Un design bun poate reduce foarte mult deșeurile produse. |
Moderat spre ridicat |
|
Operație de golire |
1 lovitura |
1 lovitura |
Ultima operatie |
Prima operație |
Instrument compus și instrument progresiv Aplicație:

Livrare și pachet pentru instrumentul compus și instrumentul progresiv:

Timp de livrare pentru instrumentul compus și instrumentul progresiv:
|
|
Instrument progresiv |
Instrument compus |
||||
|
Perioada de graţie |
Moare mici ( Mai puțin sau egal cu 1 M ) Săptămâni |
MediuDimensiune ( 2 M-3M ) Săptămâni |
Mare Dimensiune (3M- ) Săptămâni |
SmallDimensiune Mai mică sau egală cu 2000 mm săptămâni |
Medium moare 2000-3000mm săptămâni |
Dimensiune mare Mai mare sau egală cu 3000 mm săptămâni |
|
Simulare |
2 -3,5 săptămâni |
3.5 -5.5 săptămâni |
5,5 săptămâni |
2 -3,5 săptămâni |
3.5 -5.5 săptămâni |
6 săptămâni |
|
Proiecta |
||||||
|
Model |
|
|
|
0,5 săptămâni |
0,5 săptămâni |
1 saptamani |
|
Turnare/otel |
0.5 -1 săptămâni |
1 saptamani |
1,5 săptămâni |
3 saptamani |
4 săptămâni |
4 săptămâni |
|
Fabricarea |
2.5 -3.5 săptămâni |
3.5 -5.5 săptămâni |
7 săptămâni |
2.5 -4 săptămâni |
3.5 - 5.5 săptămâni |
7 săptămâni |
|
Tratament termic |
||||||
|
Asamblare |
3 - 4 săptămâni |
5 - 10 săptămâni |
10 săptămâni |
3 - 4 săptămâni |
5 - 10 săptămâni |
10 săptămâni |
|
Piese tăiate cu laser |
||||||
|
Piese de scule dezactivate |
||||||
|
Piese OK |
||||||
|
Cumpărați |
||||||
|
Total |
8 -12 săptămâni |
13 -22 săptămâni |
24 săptămâni |
11 -15 săptămâni |
16.5 -25.5 săptămâni |
28 de săptămâni |
FAQ:
Care sunt diferitele tipuri de matrițe?
✹Diferite tipuri de matrițe
✹Moră simplă.
✹Moră compusă.
✹Mor progresiv.
✹More de transfer.
✹Moră combinată.
✹More multiple.
✹Moră rotundă despicată.
✹Moră reglabilă.
Definiție și proces pentru instrumentul compus?
Ștanțarea uneltelor compuse diferă de Ștanțarea progresivă a sculei prin finalizarea mai multor operațiuni – cum ar fi tăierea și formarea – într-o singură mișcare. Această metodă este asemănătoare cu un bucătar care efectuează mai multe sarcini de tăiere într-o singură mișcare rapidă.
Este deosebit de eficient pentru producerea de piese plate, unde mai multe caracteristici trebuie adăugate simultan. Această abordare cu o singură cursă asigură precizie și aliniere ridicate, făcându-l ideal pentru piesele cu precizie dimensională maximă.
Avantajele compusuluiȘtanțare instrument?
Avantajul principal al ștanțarii cu instrumente compuse este precizia sa. Deoarece operațiunile multiple sunt executate într-o singură mișcare, riscul de nealiniere între procese este minimizat, rezultând piese foarte precise.
Această metodă este eficientă și pentru producerea de componente plate, deoarece reduce numărul de accesări necesare în comparație cu alte metode, accelerând astfel producția.
În plus, Ștanțarea cu scule compuse tinde să genereze mai puțin material vechi, contribuind la economii de costuri și la durabilitatea mediului.
Dezavantaje și limităria instrumentului compus
Limitările Ștanțarii cu scule compuse includ viteza de producție mai mică decât Ștanțarea cu scule progresive, deoarece este, în general, folosită pentru lucrări mai detaliate și mai precise, mai degrabă decât producția de masă de mare viteză.
Mai mult, există metode mai bune pentru piese complexe care necesită operații multiple de îndoire sau formare. Complexitatea și adâncimea pieselor care pot fi produse sunt limitate, ceea ce înseamnă că această metodă este cea mai potrivită pentru componente mai simple și mai plate.
Tag-uri populare: instrument compus și instrument progresiv, producători de instrumente compuse și instrumente progresive din China, furnizori, fabrică, Mobilier hardware ștampilare matriță, Dieta de ștampilare de înaltă precizie, Ștampilare de mare viteză, Alte timbre metalice moare, Prototip mor, Punch Riveting Die
O pereche de
Tabla de scule progresiveUrmătoarea
matriță de ștanțare de mare vitezăS-ar putea sa-ti placa si





Trimite anchetă